- 注塑模具熱線: 13826947996
- |塑膠注塑郵箱: ys@gzsuiwei.com |注塑(sù)模(mó)具留言: 在(zài)線(xiàn)留言

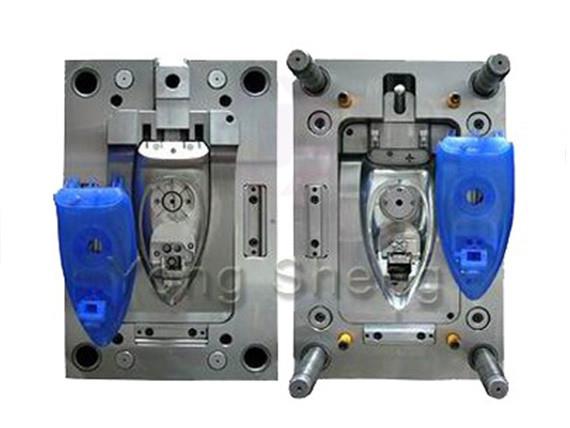
雙色塑料模具(jù)工廠使(shǐ)用雙(shuāng)色塑料/雙料注射機,可生產出兩種膠料(硬(yìng)膠為(wéi)主,再加上軟(ruǎn)膠配合)及(jí)不(bú)同顏色的產品,特別適宜於(yú)成形有永久(jiǔ)標記符合的各種按鍵。其優點是:同時成形縮短了生產周期(qī),提高生產效(xiào)率 現塑(sù)膠部擁有雙色塑料/雙料注射備為(wéi) 直角式 ARBURG520C注射機。
雙(shuāng)色塑料/雙料產品成形過程為(以(yǐ)注入膠料1、膠(jiāo)料2 兩種(zhǒng)膠料為例):(1) 先注入膠料1;(2) 開模後頂出澆(jiāo)道;(3) 轉盤轉動180?至另一麵;(4) 合模鎖緊;(5) 再注入膠料2,另一模腔亦同時注入膠料1;(6) 保壓,膠料1、膠料2 同時冷卻;(7) 開模,頂出成品和澆道,另一模(mó)腔隻頂(dǐng)出澆道;(8) 重複過程(3)(轉盤(pán)轉動180?至另一麵)。
雙色塑料/雙料模具工廠結構,模具工廠結構與普通(tōng)(單色料)模具工廠相比(bǐ),有下列特點:
(1)模具工廠具有兩組獨立的頂出機構;
(2)垂直端注射,從模具工廠分(fèn)模麵或(三(sān)板模)水(shuǐ)口推板(bǎn)與前模板之(zhī)間入澆,三板模如圖12.2.6所(suǒ)示;
(3)模具(jù)工廠後模冷卻由旋轉板中間通入,再(zài)經模具工廠底板(bǎn)引入後模;
(4)模具工廠固定在旋轉板上,需有定位銷定(dìng)位,並保(bǎo)證頂出杆準確對位;
(5)模具工廠底板(bǎn)、方(fāng)鐵(tiě)和(hé)墊板之間須有定位銷連接定(dìng)位;
(6)為使模具工廠後模旋轉180?後,前、後模配合良好,模具工廠邊釘和(hé)(三板模)水口邊的位置尺寸須對稱一(yī)致(zhì)。

在選擇注塑模具廠家時,需要考(kǎo)慮多個因素,包括廠(chǎng)家的規模、技術實力、產品質量、服務(wù)水平(píng)、行業口碑以及是否(fǒu)能夠(gòu)滿(mǎn)足您的具體需求等。以下是一些在(zài)注塑模具行業具有良好(hǎo)聲譽的廠家推薦,但請注意(yì),由於行業動態和市場…
查看塑料(liào)模具(jù)更多(duō)
注塑模具材料常用的主要有以下幾類:一、金屬材料鋼材料:優質冷作模(mó)具鋼:如Cr12MoV、CrWMn等,具有高(gāo)硬度、良(liáng)好的耐磨性和耐(nài)衝擊性,是注塑模具中常用的(de)材料。熱作模具鋼:適用於在高(gāo)溫下工作的(de)模具,如(rú)H13、5CrNiM…
查看塑料模具更多
塑膠模(mó)具報價(jià)明細表是一個詳細列出模具製作(zuò)過程中各項(xiàng)費(fèi)用及其明細的表格,它有助於客戶清晰地了(le)解模具的成本構成。以(yǐ)下是一個簡化的塑膠模具報價明細表示例(lì),請注意,實際報價會根據模具的具體要求、材料、尺寸、複雜(zá)…
查看(kàn)塑(sù)料模具更多
2024年模具注塑成型的步驟有哪些 1.加熱、預塑化   螺杆在傳動係統(tǒng)的驅動下,將來自料鬥的(de)物料向前輸送(sòng),壓實,在料筒外加(jiā)熱器、螺杆和機筒(tǒng)的剪切、摩擦(cā)的混合作用下,物料(liào)逐漸熔融,在料筒的…
查看塑料模具更多
在選擇注塑模具廠家(jiā)時,需(xū)要考慮多個因(yīn)素,包括廠家的規模、技術實力、產品質量、服務水平、行業口碑以及是否能夠滿足您的具體需求(qiú)等。以下是一些在注塑模具行業具有良好聲(shēng)譽的廠家推(tuī)薦,但請注意,由於行業動態和市場需求的變(biàn)化,以下信息可能隨時間而有所調整:一、公司(sī)簡介…
注塑模具材料常用的主要有以下幾(jǐ)類:一、金屬材料鋼材(cái)料:優質冷作模具鋼:如Cr12MoV、CrWMn等,具有高硬度、良好的耐磨(mó)性(xìng)和耐衝擊性,是注塑模具(jù)中常用的材料。熱作模具鋼(gāng):適(shì)用於在(zài)高溫下(xià)工作的模具,如H13、5CrNiMo等,具有良(liáng)好的熱穩定性和抗熱疲勞性能(néng)。合金工具鋼:如P2…
塑膠模具報價明細表是一個詳(xiáng)細(xì)列出模具製作過(guò)程中各項費(fèi)用(yòng)及其明細的表格,它有助於客戶清晰地了解模具(jù)的成本構成。以下(xià)是一個簡化的塑膠模具報價(jià)明(míng)細(xì)表示例,請注意(yì),實際報價會根據模具的具(jù)體要求、材料、尺寸、複雜程度(dù)以及市場(chǎng)供應情況等因(yīn)素有所不同。塑膠模具(jù)報價明細表…
2024年模具注塑成型的步驟(zhòu)有哪些 1.加熱、預(yù)塑化  螺杆在傳動係統的驅動下,將來自料鬥的物料(liào)向前輸送,壓實,在料筒外加熱器、螺杆和機筒的剪切、摩擦的混合作用下(xià),物料逐(zhú)漸熔融,在(zài)料(liào)筒(tǒng)的頭部已積聚了一定量的熔融塑料,在熔體的壓力下,螺(luó)杆緩(huǎn)慢後…
注塑模具技術的新(xīn)發展隨著現代科技的不斷(duàn)發展,注塑模具技術也(yě)在不斷(duàn)進步。本文將介紹注塑模具的(de)基本概念、設計原則、設(shè)計流程(chéng)、製造技巧、現狀以及發展趨勢,從而幫助讀者更好地了解這(zhè)一領域的發展情況。一、注塑模具的分類、結(jié)構、材料注塑模具(jù)是一種用於生產各種塑(sù)料(liào)製品的…
有多年模具開發和注塑經驗[13826947996],東莞塑料模具工廠可以加工(gōng)塑膠模具,塑(sù)料製品,注塑模具,注塑外(wài)殼類模具等,提供模具設(shè)計(jì),模具加工,注塑代加工廠,模具開發製造等.歡迎來電谘(zī)詢!
注(zhù)塑(sù)模具加工相關產品:|塑料注塑模具廠|汽車外殼注塑|注塑模具|外殼配件模具|塑料模具廠|塑料周轉箱模具|








2019 © 五金塑膠製品版權所有. |培戀網ALL Rights Reserved.粵ICP備2021106122號